
Un exemple concret
Illustration avec un petit exemple tire de l'expérience de Caroline Fréchet consultante en Six Sigma : " sur un processus de production en continu, on relève une valeur journalière. Un nouveau client de ce processus s'avère parfaitement insatisfait des résultats obtenus. Une mission 6 sigma est donc définie pour améliorer ce processus étendre vers 6 sigma.
Des données déjà existantes permettent d'établir une première analyse statistique des données historiques.
La production de chaque journée est enregistrée. Les colonnes de l'histogramme représentent le nombre de journées où on a retrouvé la même valeur Les limites admissibles par le client sont de 400 à 1000(Représenté en rouge sur le graphique).
Le graphique montre qu'une grande quantité de la production est située en dehors de ces limites. Si on ramène la production sur un million d'unités, on s'aperçoit qu'il y a plus de 400 000 défauts : 416 438 PPM, exactement.
Le processus a un écart type d'environ 349. A l'intérieur des limites de spécification, il y donc : 600 / 349 = 1,72
s Cela équivaut à environ 58 % de la production qui peuvent satisfaire le client On voit bien que ce processus n'est pas maîtrisé. En fait il y a deux "pics " (dits "modes ") et des valeurs également très éloignées de la moyenne, au-delà de 2000.Le Cp est à 0,29 et le Cpk à 0,16.
Une carte l (l pour Individuelle) est réalisée. Ce graphique montre 1'ensemble des éléments relevés pour la production jour après jour : il y a donc 365 points On voit nettement les jours où les points sont plus hauts que les autres
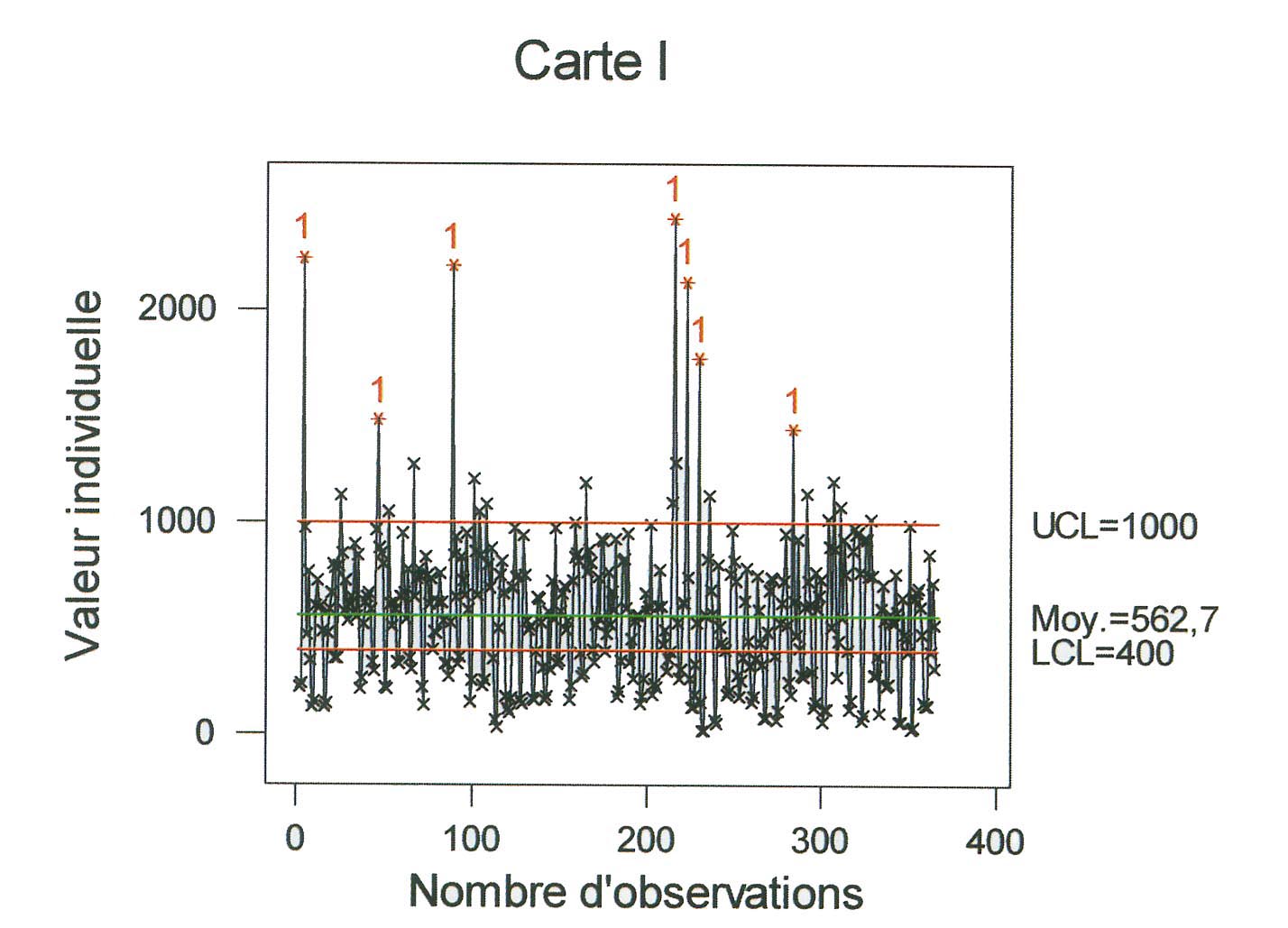
Après une première analyse avec le groupe de travail, il s'avère :
l- que les pics importants sont dus à une fuite importante dans le processus de production qui fait monter de façon excessive les valeurs obtenues ;
2- que les valeurs basses du processus (très fréquentes vers la limite basse du processus) sont toutes dues à de faibles journées de production, soi des samedis et dimanches ou de jours fériés.
Les causes premières identifiées, on remédie avec des actions qui sont facile à mettre en œuvre : la fuite étant maîtrisable, on mène une action corrective et préventive grâce à la maintenance accrue du processus et une planification périodique des révisions.
Un premier tri des données effectué à partir des critères retenus permet d'obtenir l’amélioration suivante :
L'écart type est descendu à 154. Le processus est donc passé à 3,89
s, soit un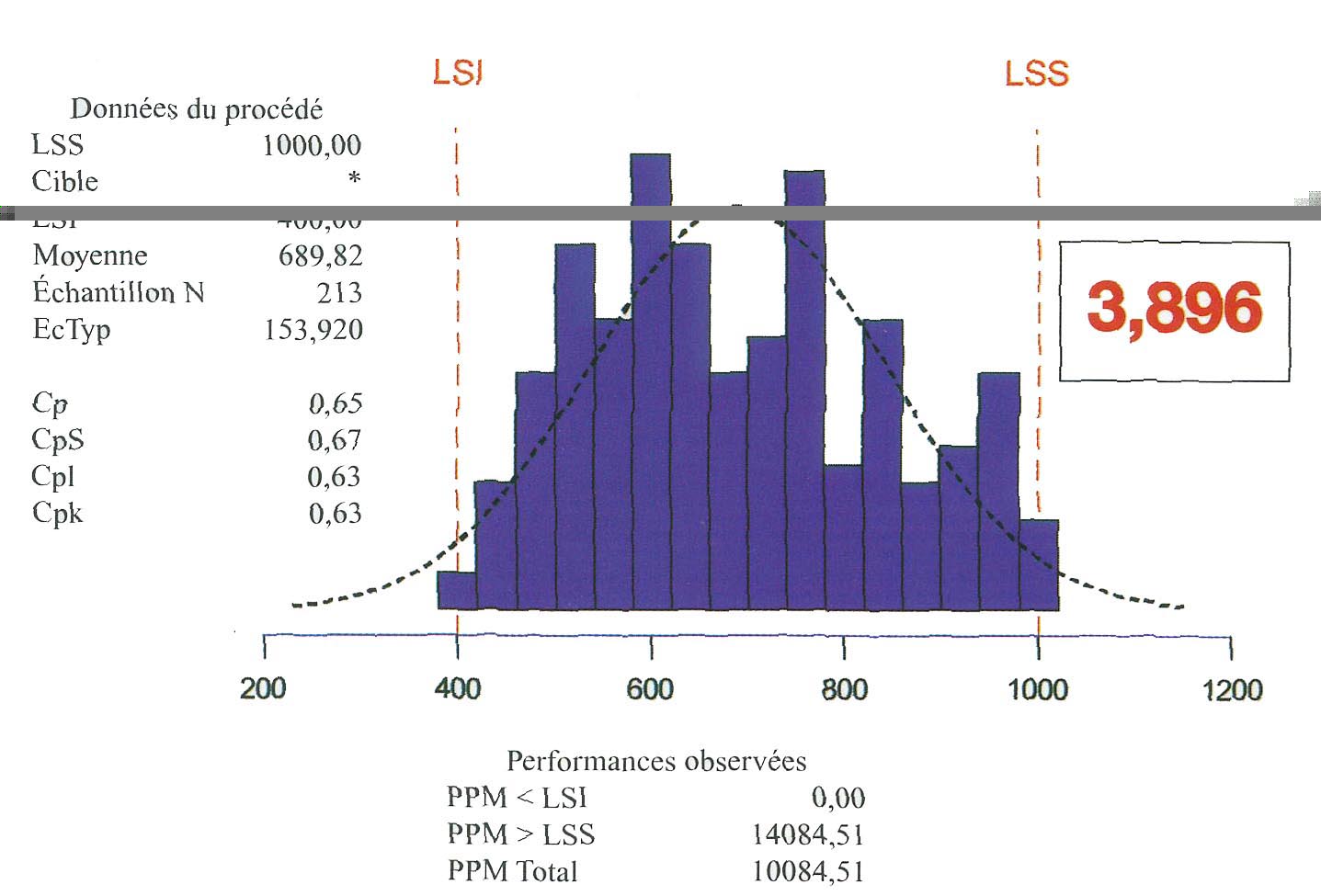
![]()