Le Six Sigma repose sur la maîtrise statistique des procédés
Deux précisions importantes
- le Six Sigma n'a évidemment pas inventé la MSP, il l'a complètement intégrée ;
- le Six Sigma ne supprime pas les contrôles en fin de ligne, il diminue les retouches.
Le point fort de la méthode réside dans ce qu'on pourrait appeler "la MSP offline ". Entendez par-là toute la partie d'analyse du processus, avec la définition des paramètres clés, des opérations à améliorer. C'est-à-dire toutes les étapes qui viennent en amont de la MSP proprement dite, "la MSP on line ", avec les cartes de contrôle qui servent à piloter le processus en direct.
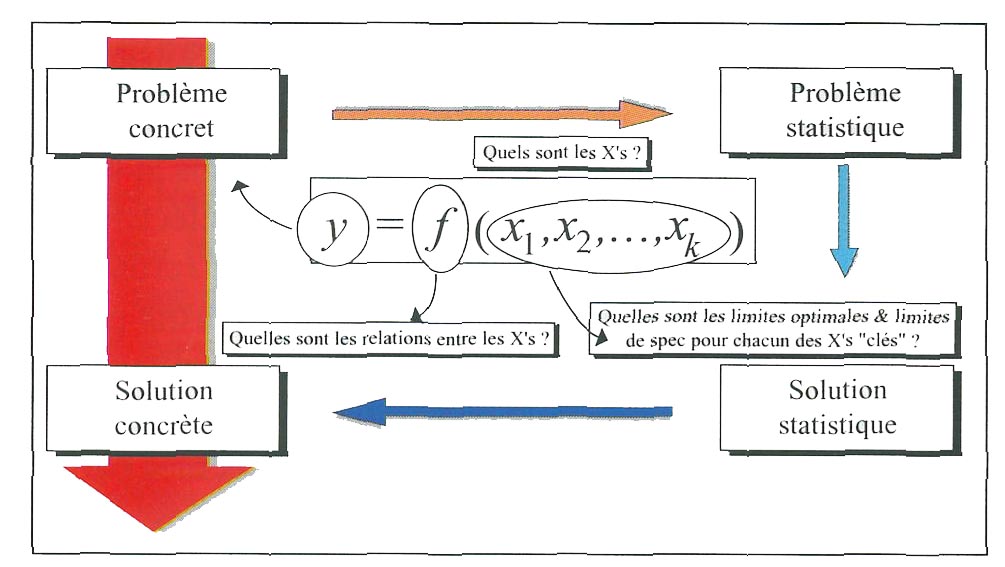
La logique qui sous-tend cette "msp off line " est représentée par le schéma suivant :
Le Six Sigma apporte une valeur ajoutée dans l'analyse, en passant de la démarche classique de recherche de solution pratique, sans caractérisation chiffrée du problème, à la recherche de solution déduite d'une analyse statistique d'un échantillon.
Utiliser le Six Sigma suppose d'admettre l'axiome de William Deming : " on ne peut améliorer que ce que l'on mesure ". Mais à condition, de savoir exactement ce qu'on mesure, pourquoi on le mesure et si c'est justifié. C'est pourquoi chaque processus est envisagé comme une opération permettant d'aboutir, à partir de tout un ensemble de paramètres (les variables d'entrée X), à des données mesurables définies par le client (les variables de sortie Y). Les X ont pour origine les classiques 5 M : la main d'œuvre, les machines et matériels, les matériaux, les méthodes de travail, le milieu. Les Y représentent les exigences du client et permettent de définir les intervalles de spécification qui serviront à évaluer le processus.
Toute la partie "msp offline " du Six Sigma va consister à travailler sur les X pour obtenir les Y souhaités, en utilisant les statistiques pour valider les hypothèses avancées et comme aide à la décision. Elle s'apparente quasiment à une démarche scientifique.
Le Six Sigma repose en effet sur une véritable méthodologie. Son créateur a fait le tri des outils statistiques de la qualité pour en proposer une sélection. Il a également redéfini leur utilisation étape par étape. Ainsi dans la boîte à outils Six Sigma, l'étape la plus marquante est la mise en œuvre de plans d'expériences (ou DOE pour Design of experiments). L'entreprise devient un lieu où l'on teste des solutions pratiques déduites de raisonnements statistiques, afin de choisir, statistiquement preuves en main, lesquelles sont les plus adaptées et rapporteront le plus (ou coûteront le moins).
L'usine WABCO de Claye Souilly (Seine-et-Marne) constitue un très bon exemple. Cette usine de 650 personnes fabrique des équipements, essentiellement
pour poids lourds : systèmes de freinage, suspensions pneumatiques, systèmes de transmission, équipements de confort. François Griot, responsable qualité formé à la méthode en tant que Black Beit, y a mené deux gros projets Six Sigma. Le premier a duré de juillet 2000 à janvier 2001 et a concerné un processus que, pour des raisons de confidentialité, nous gardons secret (sachez seulement que l'appareil fabriqué est un engin hydraulique embarqué dans les poids lourds). Il s'agit d'un processus d'assemblage manuel (400 appareils par jour) qui fait appel à cinq opérateurs." En début de projet, une carte de process nous a montré qu'en face de 14 critères définis par le client (niveau de puissance assurée par l'appareil, résistance aux vibrations, étanchéité...), nous avions 256 paramètres en entrée de processus ", se souvient François Griot. Toute la suite du projet a été de sélectionner lesquels de ces paramètres étaient critiques (matrices causes/effets, Pareto), de trouver quelles valeurs il fallait réussir à leur donner (AMDEC, études multivariables, plans d'expériences) et de trouver un moyen de contrôler qu'on y parvenait. " Finalement, nous avons déterminé 15 paramètres critiques. " Certains dépendaient des opérateurs : " il arrivait que quelqu'un oublie de placer un petit ressort à un moment du montage ". Un autre était la présence ou non d'une bavure sur certaines pièces en plastique livrées par l'un des fournisseurs. Plusieurs concernaient le graissage de telle ou telle pièce.
" Nous avons donc mis ces 15 paramètres critiques sous contrôle. Nous avons par exemple équipé les postes de travail de "détrompeurs " : la main qui va chercher le petit ressort dans la boîte déclenche une cellule photoélectrique. Si elle oublie, l'outil suivant refuse de se mettre en route. Pour les trois paramètres les plus critiques, concernant l’étanchéité de certaines parties de l'appareil, les contrôles sont effectués par le dernier opérateur sur le banc d'essayage avec enregistrement des mesures et réalisation de courbes en automatique. " Dans l'autre projet Six Sigma de WABCO, les moyens de contrôle sont même encore plus modernes : " en plus des détrompeurs, nous avons opté pour un système de vision industrielle. Pendant l'assemblage, l'appareil - un compresseur pour suspension destiné aux véhicules sport-loisir de Général Motors - fait 6 passages sous le système de vision. S'il manque une pièce, la palette d'assemblage revient automatiquement à l'opérateur. Un autre élément de l'appareil est muni d'un code barre de manière à assurer une traçabilité complète de chaque appareil ! II faut dire qu'on doit tenir les 25 PPM exigés par GM."
L'application de cette démarche et donc de toute la méthode elle-même repose sur les progrès des technologies de mesure et des logiciels. D'aucuns n'hésitent pas à affirmer que le Six Sigma n'existerait pas sans des logiciels tels que Minitab. C'est probablement vrai. De même que la MSP a fait des progrès considérables avec l'apparition de nouveaux logiciels. On notera un autre aspect du "montage marketing Six Sigma " : parmi les nombreux logiciels de MSP présents sur le marché SEWSS, StatGraffix, WinSPC...-, seul Minitab est référencé par la Six Sigma Academy (IGrafx Process for Six Sigma est également référencé, mais comme moteur de simulation de processus). Dans le même temps, les consultants mettent en avant la simplicité des méthodes statistiques du Six Sigma. Il est donc probable que n'importe quel logiciel de MSP convient. À vous de voir quels sont les avantages de chacun.
![]()